Stainless Steel Guide
Stainless steel is a common term for steel types that contain at least 11.5% chromium. When iron is alloyed with chromium, the chromium in the steel reacts with the oxygen in the air and forms a protective layer of chromium oxide, which prevents rust. This thin, passive layer provides the steel with good resistance in a neutral, oxygen-rich environment, but it is vulnerable to acids, seawater, and salt. The layer can be reinforced by adding alloying elements such as nickel, molybdenum and chromium.
Different Alloys for Different Purposes
Stainless steel has different alloys and grades, depending on the content of elements such as ferrite, chromium, nickel or molybdenum. These compositions give the steel unique properties that can be tailored to the customer's specific needs, such as corrosion resistance, strength or magnetism. By adding other alloying elements like carbon, nitrogen, manganese, silicon, and titanium, different steel types are produced with properties such as mechanical strength, weldability and formability.
Want to Know More About Stainless Steel?
Below you will find detailed knowledge about stainless steel types, standard grades, corrosion, certificates, declarations of conformity and PED. You also have the option to download a PDF with the stainless steel knowledge.
Stainless Steel Types
The different steel types are classified according to their microscopic crystal structure:
▪️ Austenitic steel
▪️ Martensitic steel
▪️ Ferritic steel
▪️ Duplex steel
▪️ Ferritic-austenitic steel
▪️ Ferritic-martensitic steel
Austenitic Steel
This constitutes by far the largest amount of the stainless steel used. It is alloyed with nickel and chromium to stabilize the austenitic structure and often molybdenum to increase corrosion resistance. It is non-magnetic and has a unique combination of strength, corrosion resistance, durability, formability, and weldability.
Austenitic steel has many applications, such as stainless tanks, production equipment, load-bearing structures and countertops.
The most common austenitic grades are:
|
SIS |
EN |
AISI |
|
2333 |
4301 |
304 |
|
2352 |
4306 / 4307 |
304 L |
|
2337 |
4541 |
321 (304Ti) |
|
2346 |
4305 |
303 |
|
2347 |
4401 |
316 |
|
2348 |
4404 |
316L |
|
2353 |
4435 |
316L |
|
2350 |
4571 |
316Ti |
|
2343 |
4432 / 4436 |
316L |
Ferritic Steel
Ferritic steels are the cheapest and simplest types of steel. They have mechanical properties similar to unalloyed/low-alloy steel and are typically chosen for good corrosion resistance at a reasonable price. By reducing the nickel content and retaining chromium and molybdenum, good corrosion resistance is achieved at a significantly lower cost. All ferritic stainless steel is magnetic and expands 30-35% less than austenitic steel.
The disadvantage of ferritic steel is that it is more difficult to process, and delivery options are typically limited to a few types and dimensions. Ferritic steel is typically used for household items.
The most common ferritic grades:
|
SIS |
EN |
AISI |
|
2320 |
4016 |
430 |
|
2326 |
4521 |
444 |
|
|
4113 |
434 |
|
|
4512 |
409 |
Martensitic Steel
Martensitic steels are related to ferritic steels, but with a higher carbon content, which makes it possible to harden the steel. It can therefore be hardened and tempered to very high hardness and reasonable toughness. It is typically used where wear resistance is important, such as for the manufacture of knives, surgical equipment, turbines, and shafts.
Martensitic steel cannot be shaped or welded after hardening. It is magnetic and generally has poor corrosion resistance.
The most common martensitic grades:
|
SIS |
EN |
AISI |
|
2303 |
4021 |
420 |
|
2321 |
4057 |
|
|
2302 |
4006 |
410 |
|
2383 |
4104 |
430F |
|
|
4112 |
440B |
Duplex Steel
Duplex means two-part, as it is a mixture of two different grain structures. The most common is a mixture of ferritic and austenitic steel. The purpose of mixing the two grades is to combine the advantages of the respective structures. The steel has a relatively high chromium content, and the nickel content is significantly lower than in austenitic steel.
Ferritic-austenitic steel has high fatigue strength, does not easily become metal fatigued, and is weldable. Additionally, it has high corrosion resistance.
Duplex is magnetic and has high yield strength. The thickness can be reduced compared to austenitic steel, thereby increasing corrosion resistance without increasing the price, making it suitable for large constructions. The disadvantage of duplex is more difficult mechanical processing, and there is a risk of the formation of intermetallic phases during the welding process.
The most common ferritic-austenitic grades:
|
SIS |
EN |
AISI |
|
2324 |
4460 |
329 |
|
2377 |
4462 |
SAF 2205 |
|
2328 |
4410 |
SAF 2507 |
The Use of Stainless and Acid-Resistant Steel
Stainless steel, such as EN 1.4301, is resistant to nitric acid, citric acid, phosphoric acid, tartaric acid, acetic acid, and sodium hydroxide. It is used in the chemical, food, construction, cellulose, pharmaceutical, and bleaching industries. It is relatively sensitive to pitting corrosion.
Acid-resistant steel, such as EN 1.4404, is alloyed with molybdenum, which increases corrosion resistance. It is less sensitive to pitting corrosion and is therefore often used for maritime purposes.
Additionally, it is also used in the chemical, food, construction, pharmaceutical, cellulose, and bleaching industries.
Weldability
| Steel Type | Weldability |
| Ferritic steel | Relatively good |
| Martensitic steel | Poor |
| Austenitic steel | Good - very good |
| Ferritic-austenitic (duplex) | Relatively good – good |
Corrosion
The term "stainless steel" is somewhat misleading. When exposed to the atmosphere, stainless steel has good rust resistance, but in other environments such as acid and seawater, the risk of corrosion increases.
How well stainless steel resists corrosion in a specific environment depends, among other things, on its composition. Corrosion resistance depends on the steel reacting with oxygen in the air to form a thin, invisible oxide layer that prevents corrosion. This process is known as passivation. The oxide layer mainly consists of chromium oxide.
Corrosion in stainless steel occurs when the oxide layer is broken down, either partially or completely. Different media cause corrosion attacks with different appearances. Various types of corrosion are distinguished, often named after the appearance of the damage, such as pitting corrosion, crevice corrosion, stress corrosion, or intergranular corrosion.
Pitting Corrosion
If local breakdown occurs while the rest of the protective oxide layer remains intact, local corrosion occurs, which can take various forms. It is characterized by relatively small, point-like attacks. Usually, these are small but deep attacks that grow rapidly.
Crevice Corrosion
Crevice corrosion occurs under similar circumstances as pitting corrosion, but the attacks start in a small, narrow crevice instead of on the free surface. In crevice corrosion, the attacks are typically more widespread, as the exposed metal is usually larger than in pitting corrosion.
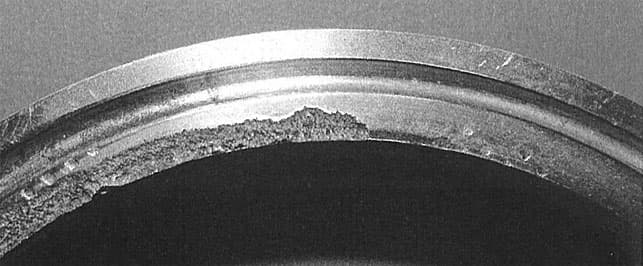
Example of crevice corrosion: The attacks are typically more widespread.
Stress Corrosion
Stress corrosion appears as narrow, often branched cracks in the material. A common cause of stress corrosion is that chloride-containing media come into contact with hot steel surfaces. However, it rarely occurs at temperatures below 50 degrees.
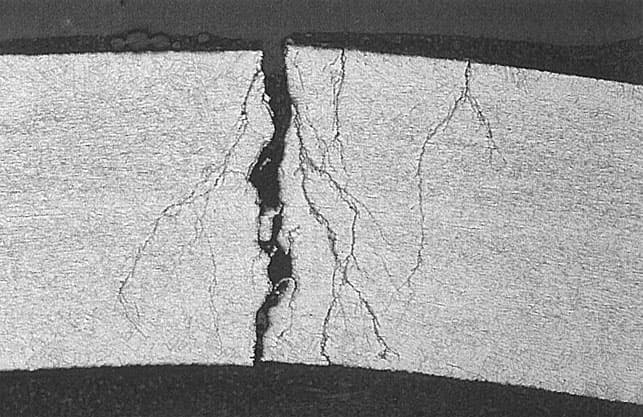
Example of stress corrosion: The attacks appear as narrow, often branched cracks in the material.
Intergranular Corrosion
Intergranular corrosion occurs due to the precipitation of chromium carbide at the grain boundaries of stainless steel. The areas closest to the grain boundaries become depleted of chromium and thus have poorer passivation ability. In corrosive environments, chromium-depleted areas are attacked, and narrow corrosion attacks occur along the grain boundaries. The steel is sensitized, for example, by welding and hot forming at unfavorable temperatures.

Example of intergranular corrosion: Chromium-depleted areas are attacked, and narrow corrosion attacks occur along the grain boundaries.
Post-Treatment
When stainless steel is bent, welded, ground, or cut, it affects corrosion resistance because the chromium oxide layer is weakened. Therefore, post-treatment can be carried out to restore the chromium oxide layer: glass blasting, pickling paste, spray pickling, pickling bath, and electropolishing. Pickling bath and electropolishing are the most effective methods.
Certificates and Declaration of Conformity
All materials intended for food contact must be accompanied by a declaration of conformity. Importers and distributors of stainless steel must ensure and document that the steel is suitable for food contact. This must be evident from the documentation received by the importer.
In practice, it is sufficient to know the composition, including any impurities, and that there is traceability on the stainless steel. The documentation received by the importer or distributor from the supplier can form the basis for the declaration of conformity that the company sends to the customer.
3.1 Certificate
The documentation received by the importer or distributor can be, for example, a 3.1 certificate (identical to the former 3.1B). This indicates that the metal has been tested according to DS/EN-10204:2004, which among other things documents the alloy composition of the product, its strength, and that there is internal traceability at the manufacturer. The 3.1 certificate is a declaration that the manufacturer has conducted an independent (though internal) test and validation of the alloy composition of the steel batch in question.
PED 2014/68/EU
PED stands for "Pressure Equipment Directive" and is the common EU standard for materials and equipment for pressure-bearing installations. For a material to be PED-approved, two things must be met:
1. The plant must have a PED approval.
2. The material must be produced according to a harmonized EN standard.
The following EN standards are approved for pressure-bearing purposes in PED 2014/68/EU:
▪️ EN 10028-7 Plates
▪️ EN 10272 Rod
▪️ EN 10216-5 Seamless Pipes
▪️ EN 10217-7 Welded Pipes
▪️ EN 10213-4 Castings
▪️ EN 10222-5 Forgings
▪️ EN 1092-1 Flanges
▪️ EN 10253-4 Weld Fittings
▪️ EN 12516-3 Ball Valves
▪️ EN 10204 Certificates
If the material is not produced according to one of the above EN standards, the PED approval for the plant is not valid for the material in question.
The plant does not need to conduct additional tests of the material on the 3.1 certificate compared to normal, as it is sufficient that the plant is PED-approved and that the material is produced according to a harmonized standard.
